- 29055")
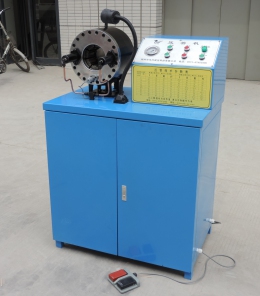
Станок для обжима РВД DSG250A/B/C (108-132)
 Есть в наличии
Есть в наличии
Станок для обжима РВД DSG250A/B/C, высокое качество по разумной цене.
DSG-250C
DSG-250C станок применяется для крепления и опрессовки РВД, сборки волоконных и пластиковых труб для различных промышленностей, сельского хозяйства и гидроприводов инженерных машин. Главными преимуществами данной машины являются: небольшой размер, легкий вес, много функций, быстрое открытие пресс-формы, простота в эксплуатации и удобство для технического обслуживания и ремонта.
DSG-250A&B
Модель обжимной машины РВД DSG-250&B широко используется для обработки пластиковых труб высокого давления, волоконных и резиновых труб. Данный станок машина имеет ряд преимуществ, таких как компактность, не большой вес, многофункциональный дизайн, быстрое открытие пресс-формы, простота в эксплуатации и ремонте.
| Модель | DSG250A/B/C |
| Внутренний диаметр обжима | ф 6 (мм) до 51 (мм) |
| Точность шкалы | 0.02 (мм) |
| Номинальное давление | 20 Мпа (DSG250A) 31.5 Мпа (DSG250B/C) |
| Мощность | 4 кВт (Двигатель масляного насоса) |
| Масляный насос количество на выходе | 10 (ml/rad) |
| Скорость вращения двигателя | 1420 (об/мин) |
| Максимальная сила обжима | 407T (DSG250A) 640T (DSG250B) 540T (DSG250C) |
| Кол-во пресс-форм | 10 шт. |
| Габариты | 850*450*1300 (мм) |
| Вес | 280 кг (DSG250A/B) 350 кг (DSG250C) |
| Model | DSG250A/B/C |
| Crimping Inside Diameter | ф 6 mm to 51 mm |
| Scale accuracy | 0.02 mm |
| Rated Pressure | 20 Mpa (DSG250A) 31.5 Mpa (DSG250B/C) |
| Power | 4Kw (oil pump motor) |
| Oil pump out-let quantity | 10 ml/rad |
| Motor Speed (r/min) | 1420 r/min |
| Max locking force | 407T (DSG250A) 640T (DSG250B) 540T (DSG250C) |
| Die Number | 10 sets |
| Overall Size | 850*450*1300 mm |
| Weight | 280Kg (DSG250A/B) 350Kg (DSG250C) |
DSG-250C rubber hose crimping machine
Brief Introduction
DSG-250C Model pipe locking machine produced by our factory is applicable for the fastening and pressing processing of the high pressure rubber hose, fiber pipe and plastic pipe assemblies in the industry, agriculture and hydraulic transmission of engineering machine, and the machine has the following characteristics: having small volume, light weight, many functions, and rapid opening of die, being easy to operate and convenient for maintenance and repair and so on.
Operating Principle
Driven by the motor, the oil pump exports the hydraulic oil to push the trunk piston in the fastening and pressing oil cylinder to move forwards, which makes two inner taper sleeves on the trunk piston and front cylinder cap push the die holder with symmetrical conical surface to make radial shrinkage, which realizes the fastening and pressing of die block to the rubber hose. When the amount of shrinkage reaches the setting value of scale, the fastening and pressing stops automatically, after the solenoid operated directional valve alternates its direction, the hydraulic oil enter into the die-opening oil cylinder to push the trunk piston of fastening and pressing to move in the opposite direction, the die holder drives the die block to restore to original position by means of elastic force of spring.
Installation and Experiment and Adjustment
- Transportation: It is proper to use the fork-lift truck to transport the machine, and make the bottom of the machine under stress. It is not allowed to make the body of machine incline. It is strictly prohibited to move or lift the position of locking head and scale.
- Installation: It is necessary to fix the machine horizontally on the firm foundation, and connect the machine to ground.
- Oil Injection: Open the door of box body, and then open the air filter, add the clean anti wear hydraulic oil of about 80 L in the oil box (Winter: YB-N46; Summer: YB-N32).
- Switch on the Power Supply: Connect the power supply line to the power supply stipulated by the machine, start the motor by touching the start-up button, observe the direction of rotation of motor, the direction of rotation of motor should be the same as the direction pointed by the oil pump.
- To Examine the Measuring Scale: The measuring scale is located on the front end cover of oil box (See the above diagram.). It is used to adjust the amount of shrinkage of fastening and pressing the pipe sleeve. When adjusting clockwise, the amount of shrinkage is reduced; when adjusting anticlockwise, the amount of shrinkage is increased. When it is the first time to use the machine, adjust the measuring scale to the zero position.
- Pressure Adjustment: The maximum pressure of machine system is 31.5 MPa, which is adjusted by overflow valve. When adjusting clockwise, the pressure is increased; when adjusting anticlockwise, the pressure is reduced. (Because the pressure has been adjusted well when the machine leaves the factory, do not adjust it as operator’s please).
- Adjustment of Speed of Opening Die: The speed of opening die is controlled by flow dividing valve. When adjusting anticlockwise, the speed of opening die is increased; when adjusting anticlockwise, the speed of opening die is reduced. However, the excessively quick speed of opening die will increase the voice. (The speed has been adjusted when the machine leaves the factory. The adjustment can be made by operator when it is necessary.)
Operation
- When it is the first time to use the machine, it is necessary to make the machine fasten and press without load for 20 - 30 times. The machine can be used only after every part of machine is normal by observing. If the pipe locking machine is used in winter, it is necessary to make the machine fasten and press without load for 20-30 times, in order to make the temperature of oil increase slightly.
- Depress the opening-die button, open the die seat. According to the specification of the fastened and pressed rubber hose, select the corresponding die and install it on the die holder and adjust the graduation of scale. (See the reference table of technical parameter for details.)
- Place the rubber hose with the joint at the proper position in the locking head, and make a fastening and pressing cover the entire length.
- Depress the fastening and pressing button to carry out the fastening and pressing operation until the locking head stops the fastening and pressing.
- Depress the opening-die button, and take out the fastened and pressed rubber hose assembly. Use the vernier caliper to measure the outside diameter of the fastened and pressed pipe sleeve. If the fastened and pressed diameter does not conform to the parameter table, it is necessary to adjust the graduation of scale accurately, and then repeat the operation mentioned above until it meets the requirement.
Test Example
The fastening and pressing of Φ19Ⅲ layer rubber hose (manufactured according to JB1885-77 Standard) The reference table of technical parameter of pipe locking shows that the outside diameter of rubber jacket of Φ19Ⅲ layer rubber hose before fastening and pressing is 39 mm, and that after fastening and pressing is 35 mm, it is necessary to select die with inside diameter of Φ34, the corresponding scale is 2.7. Place the die with inside diameter of Φ34 in the die, and rotate the graduation of scale to 3.5, after peeling the rubber hose, assembly the rubber hose and the joint.
Carry out the fastening and pressing operation according to the procedure in the “Operation”. After fastening and pressing is completed, measure the outside diameter of pipe sleeve. If the measured size is Φ35 mm, the fastening and pressing is completed. If the fastened and pressed diameter does not conform to the standard, adjust the scale accurately and then refasten and repress it. For example, if the measured size is Φ35.5 mm, it is all right to adjust the scale of 1.35 circles anticlockwise. Because the manufacturers of rubber hose and pipe sleeve are different and the concrete size and material of product are different probably, the data in the table is for reference only. The result of pressure test should be the basis of concrete fastened and pressed size.
Precautions
- When fastening and pressing, place the joint at the center of die as far as possible, do not let the joint press the hexagon nut.
- Prevent the tool and other foreign maters from entering into the locking head.
- Do not let the locking head is in the close state for a long term, or it will damage the spring.
- When the machine operates, do not stretch out the hand into the locking head, in order to guarantee the personal safety. When carrying out the maintenance, it is necessary to switch off the power supply.
- When it is the first time to use this machine, it is necessary to firstly break in the fastening and pressing mechanism for 10 – 15 days. Because there are certain mismachining tolerance for the degree of finish of the fastening and pressing mechanism and break-in coordination and so on, which cannot make the mutual coordination between the coupling parts reach a better state, to use this equipment excessively in this period will result in the premature fatigue pull of coupling parts and greatly shorten the service life of this equipment. For this reason, within 10 - 15 days in the initial stage of using this equipment, it is necessary to uniformly apply the high quality lubricating grease on the front cover and conical surface of piston (it is recommended to use the Great Wall brand HP-R extreme pressure high class lubricating grease), 6-8 times per day. Fasten and press about 100-150 rubber hose assemblies every day, the machine can be used normally only after running in period in order to prolong its service life.
Repair and Maintenance
It is necessary to examine the hydraulic oil in the maintenance oil box regularly. If finding that the oil is insufficient, it is necessary to replenish the hydraulic oil in time; after the oil is polluted, it is necessary to filter or replace the oil.
Keep the cleaning in the locking head, in order to prevent the impurity in the processing from entering into the oil cylinder of locking head through the die to affect the normal use of the machine. Clean away the impurity, carried in when fastening and pressing the joint, in the die body in time and apply an appropriate amount of grease on the friction surface of die holder regularly to lubricate.
DSG-250A&B rubber hose crimping machine
Brief introduction
Model DSG-250 Hose Crimping Machine innovated by our engineers of R&D DEPT. is widely used for the locking processing of high-pressure plastic pipe, fiber pipe and rubber pipe. This machine owns many advantages, such as small dimension, light weight, multifunctional design, fast die-opening, easy to operate and repair.
Working principle
As the motor starts working, the oil motor transfers hydraulic oil out to push piston then the locking oil cylinder starts to move forward and then two inner cones of piston and front cylinder cover force the die of symmetrical cone to shrink locking the pipe. When the machine reached the settled data, the locking process stop automatically and direction of electromagnetic veer valve would be changed. The hydraulic oil flow into two die-opening cylinders to push the locking piston to move along in the reverse direction and the die return under the force of spring.